
超音波楕円振動切削 ( ultrasonic elliptical vibration cutting ) は、工具と被削材の間に相対的な超音波楕円振動を付加して切削する加工法であり、通常の切削や従来の一方向超音波振動切削に比べて、切削力、切削エネルギー、切削熱、工具摩耗の低減や、加工精度、仕上げ面性状の向上、脆性材料の延性モード加工域(臨界切込み量)の増大などの優れた効果を持つ。
詳細
超音波楕円振動切削の機構


従来、主に切削方向の超音波振動を付加しながら間欠的に切削を行うことで、鋼のダイヤモンド切削が可能になることが報告されている[1]。その後、この方法を超精密加工に応用できることも実証された[2]が、その原理(ダイヤモンド工具の摩耗が抑制される原因)については、長年はっきりしなかった。最近になって、高真空中でこの摩耗抑制効果が失われる実験結果より、振動周期毎に活性な新生面が空気に暴露することで摩耗を抑制する保護層(図1の①)を生じることが明らかになっている[3]。
上記のように超音波振動切削によって鋼の超精密切削が実現したものの、その実用化は進まなかった。その理由の一つは、振動方向と切削方向の関係がプロセスに大きな影響を持つことと考えられる。図1において、工具が切りくずから離れる際に仕上げ面からも離れるように振動すると、仕上げ面がのこ刃状となり虹面を呈する。逆に仕上げ面に近づくように振動すると、逃げ面が干渉して引張応力を生じ、切れ刃に欠損を生じる。これらの相反する問題を避けるように3次元的な切れ刃に対する振動方向を微調整することは実用的でなく、さらに切削方向を変化させながら複雑形状を創製することができないことも短所である。
超音波楕円振動切削[4-6]は、これらの問題を回避し得る上に、より優れた摩耗抑制や切削力低減等の諸効果が得られることから実用化が進んでいる。この加工法では、上記と同様に間欠切削によって保護層(図1の①)を生じるために拡散摩耗が抑制され、工具が切りくずから離れる際に逃げ面と仕上げ面が干渉しない(図1の②)ために切れ刃に欠損問題を生じず、切りくず生成時に工具が切りくず流出方向の運動成分を持つために摩擦損失が大幅に減少し(図1の③)、楕円振動軌跡の極一部が仕上げ面を構成するために切削方向が変化しても滑らかな仕上げ面を得ることができる(図1の④)。
超音波楕円振動切削の応用例
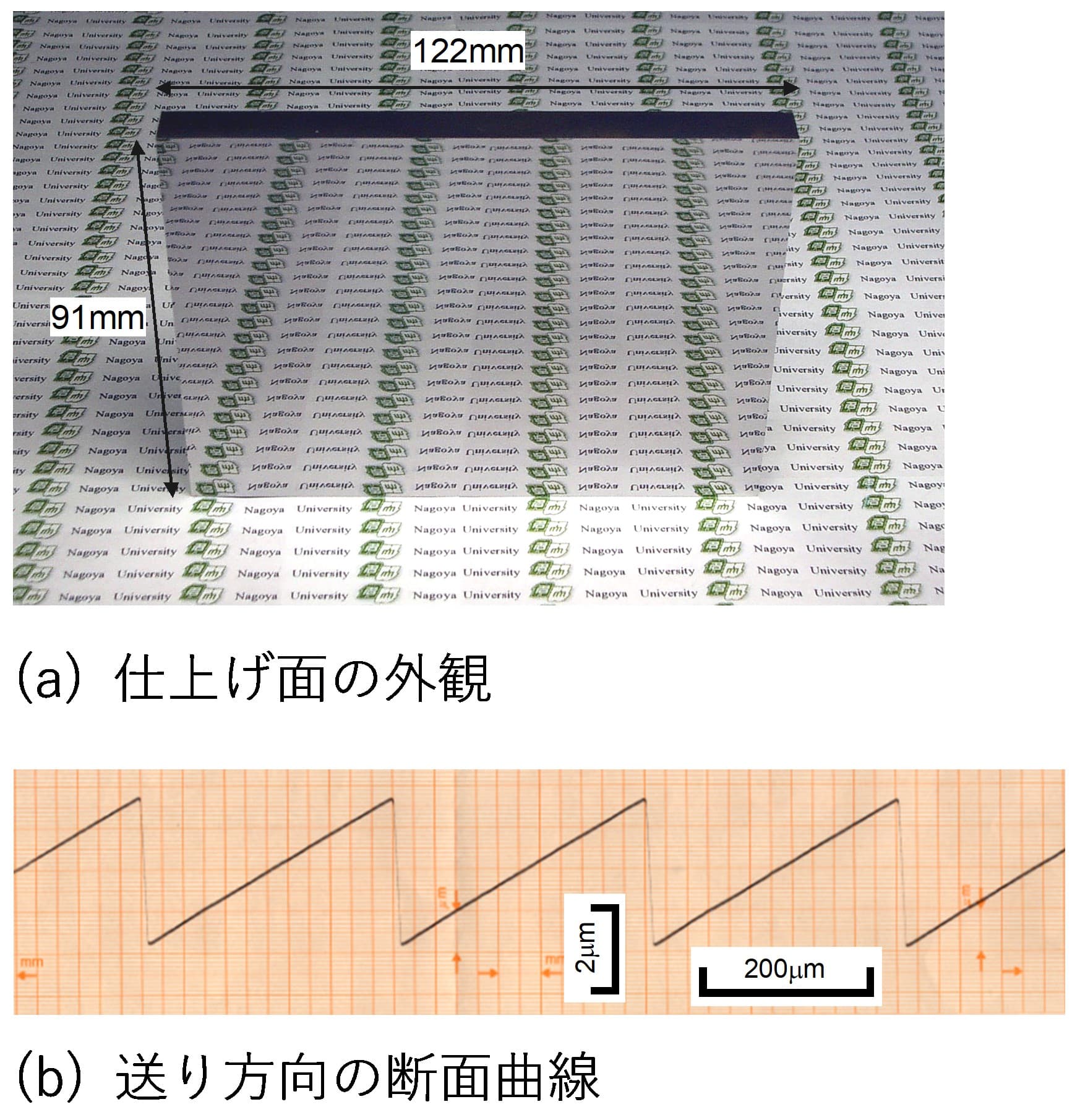
上述のように振動周期毎に間欠的な切削を行うには、見かけの切削速度に対してその方向の振動速度が十分に高い必要がある。そのため、実用的には振動周波数を超音波領域とし、振動速度を増すことで切削速度を実用領域に近づけるが、それでも振動速度の限界から数メートル毎分以下の速度で実加工が行われている。この速度は旋削では低いものの、非回転工具を用いた微細加工や自由曲面加工では十分に実用的である。その応用として、例えば図3に示すように、金型鋼の超精密微細加工が実現し、実用的な加工技術として普及している[7]。
その他の超音波楕円振動切削関連技術
上述のほか、超音波振動切削は脆性材料に対する延性モード加工域(臨界切込量)を増大する効果を有するが、従来の一方向振動切削より楕円振動切削の方がより優れた効果を有することが報告されている[8]。また、超音波楕円振動工具の姿勢制御を行うことによって金型鋼の自由曲面加工を実現する手法[9]、超音波楕円振動の切込み方向振幅を変化させることによって高能率に金型鋼の超精密微細加工を実現する手法[10]、超音波楕円振動装置の制御情報を利用して加工状態を監視する手法[11]等が開発されている。
関連項目
外部リンク
引用
- 隈部淳一郎: 焼入鋼の切削加工に関する研究(第2報)超音波振動するダイヤモンド工具による精密切削, 精密機械, 41, 6 (1975) 584-591
- 森脇俊道,社本英二,井上健二:ステンレス鋼の超精密超音波振動切削加工の研究,精密工学会誌,57, 11 (1991) 1983-1988
- 水谷雄大,糸魚川文広,社本英二,中村隆: 鋼の超音波振動切削におけるダイヤモンド工具摩耗抑制機構の実験的検討, 精密工学会学術講演会講演論文集, C65 (2016) 125-126
- 社本英二,森本祥之,森脇俊道:楕円振動切削加工法(第1報)-加工原理と基本特性,精密工学会誌,62, 8 (1996) 1127-1131
- E. Shamoto, T. Moriwaki: Ultraprecision diamond cutting of hardened steel by applying elliptical vibration cutting, Annals of the CIRP, 48/1 (1999) 441-444
- 社本英二,鈴木教和,森脇俊道,直井嘉和:楕円振動切削加工法 (第4報)-工具振動システムの開発と超精密切削への適用,精密工学会誌,67, 11 (2001) 1871-1877
- 社本英二, 鈴木教和:楕円振動を用いた超精密切削,精密工学会誌,72, 4 (2006) 440-443.
- E. Shamoto, C. Ma, T. Moriwaki: Ultraprecision Ductile Cutting of Glass by Applying Ultrasonic Elliptical Vibration Cutting, Proc. of 1st EUSPEN (1999) 408-411.
- 社本英二,鈴木教和,土屋英滋,堀康徳,稲垣浩,吉野清:楕円振動切削による金型鋼の自由曲面加工(第1報)-新しい加工方法の提案と高精度4軸加工機の開発,精密工学会誌,72, 9 (2006) 1139-1145
- N. Suzuki, H. Yokoi, E. Shamoto: Micro/nano sculpturing of hardened steel by controlling vibration amplitude in elliptical vibration cutting, Precision Engineering, 35, 1 (2011) 44-50
- H. Jung, T. Hayasaka, E. Shamoto: Study on Process Monitoring of Elliptical Vibration Cutting by Utilizing Internal Data in Ultrasonic Elliptical Vibration Device: International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 5 (2018) 571–581
執 筆 : 社本 英二