
微細放電加工 ( Micro EDM ) は、放電加工を微細加工に適用するために、微細な工具電極を用い、微小な放電エネルギーにより微細な形状(500μm以下)を加工する技術である。エンジンの燃料噴射ノズル、化学繊維の成形ノズルの穴加工、電子部品、光学部品、微細ギヤなどの成形に使用される金型の加工、微細工具の成形加工に広く用いられている。
詳細
微細加工を行うためには、一般的に次の二つの条件が必要である:1)加工単位が小さいこと2)加工の精度が高いこと。放電加工で上の二つの条件を満足させるためには、それぞれに対応して、A)放電一回当たりで生じる放電痕を小さくすることとB)加工装置の機械的精度を高くし、電極形状の工作物への転写性を高めるという具体的な対応が必要となる[1]。
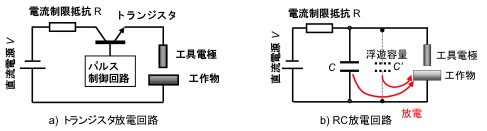
放電加工の放電痕は主として単発放電のエネルギー(電流×電圧×放電時間)に支配される。このため、放電エネルギーを小さくすることで容易に放電痕を小さくすることができる。微細放電加工に用いる放電回路には、一般の放電加工に用いられる放電回路と同様に、FETによるスイッチングを利用したトランジスタ放電回路、及びコンデンサに蓄えられた電荷の放出によって電流パルスを得るRC放電回路の二種類が存在する。それぞれを図1(a)、(b)に示す。どちらの回路の場合も、放電エネルギーの陽極への配分が陰極への配分よりも大きい[2]ことを考慮して、原則として工具電極を負極とする極性が用いられることが一般の放電加工と異なる点である。また、トランジスタ回路では一般の放電加工に比べて、より放電時間を短くするために、高速FET素子が用いられる。しかしながら本回路では、放電を検出してから電流をオフにするまでの回路内の遅れにより放電電流のパルス幅を短くするのが難しく、現状ではパルス幅30 ns程度が限界である。一方のRC放電回路では、放電エネルギーはCV2/2と表されるので、コンデンサ容量Cさえ小さくすれば、いくらでも小さい放電エネルギーが得られる。このため微細放電加工ではRC放電回路が主に用いられる。一方、実際のRC放電回路では、コンデンサを回路から取り除いても、工具電極ホルダと加工テーブルの間、並びに給電線の間に浮遊容量が存在する。したがって、その浮遊容量に充電された電荷により、最小限界放電エネルギーが決定される。浮遊容量の影響を小さくするためには、導体部分の面積を小さくして、特にコンデンサと放電間隙との間の配線の長さを短くする必要がある。また、浮遊容量の影響を受けにくく、放電と放電の間の休止時間を確実に確保し、放電点の集中を防ぎ安定な加工が行えることを特徴とした静電誘導給電による微細放電回路が開発されている[3]。
他方、B)の機械的精度について、他の装置で製作した工具電極をマイクロ放電加工機に持ってきてチャックしても芯振れが必ず生じる。この問題を解決するために、増沢ら[4]はWEDG ( wire electro-discharge grinding ) 法を開発した。WEDG法では最初に機上で工具電極を放電成形し、そのまま極性を反転させ、成形した軸を工具電極として微細加工を行う。このため、芯振れの問題が発生せず、高精度加工ができる。
A)B)のほかにも注意すべき点としては、素材内部に存在する残留応力や、放電加工によって新たに加工表面に生じる引張残留応力の影響で加工後の工作物に屈曲が生じる問題がある。また、超硬合金におけるタングステンカーバイドの粒子径など、素材自体のもつμmオーダーの微細組織によって、加工可能な最小寸法が制限される寸法効果が見られることも微細放電加工の特徴である[5]。
関連項目
外部リンク
引用
- 増沢隆久,マイクロ放電加工技術の概要,電気加工学会誌,Vol.35, No. 80, pp5-20 (2001).
- H. Xia, M. Kunieda, N. Nishiwaki: Removal Amount Difference between Anode and Cathode in EDM Process, IJEM, 1, (1996) 45-52.
- 花田倫宏, 国枝正典, 新家一朗, 静電誘導給電を用いた微細放電加工法の開発, 精密工学会誌, Vol.72, No. 5, pp.636-640, 2006.
- T. Masuzawa, M. Fujino, K. Kobayashi, T. Suzuki, N. Kinoshita, Wire Electro-Discharge Grinding for Micro-Machining, CIRP Annals, Volume 34, Issue 1, 1985, Pages 431-434.
- T. Kawakami, M.Kunieda, Study on Factors Determining Limits of Minimum Machinable Size in Micro EDM, CIRP Annals, Volume 54, Issue 1, 2005, Pages 167-170.
執 筆 : 趙 永華