
ワイヤ放電研削 ( Wire electro-discharge grinding, 略称WEDG, ウェッジ ) とは、ワイヤを電極として用いる放電加工の一種である。
詳細
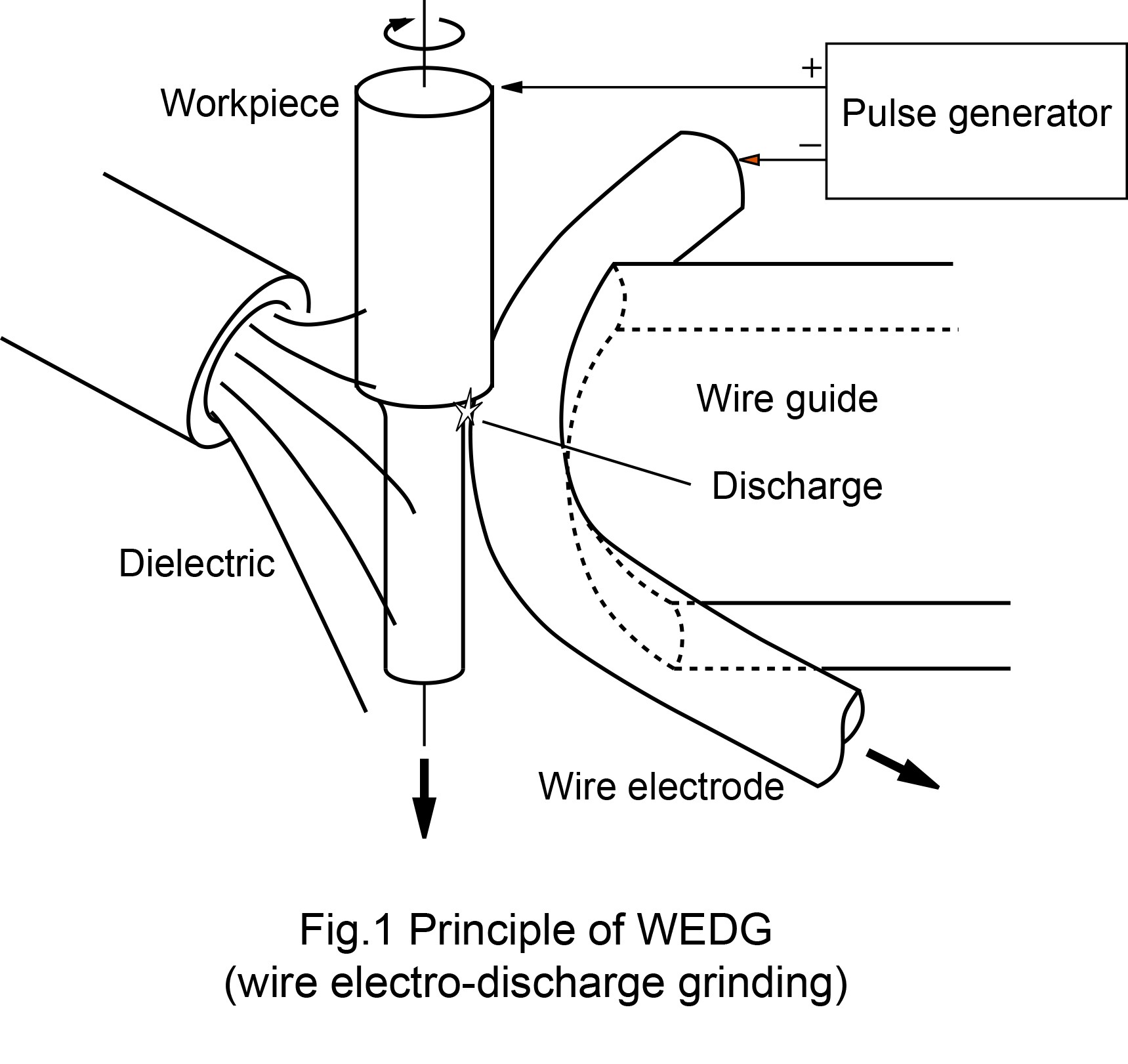
放電加工の一方式で、ガイドに沿って移動するワイヤの、ガイドに接する部分またはその近傍部分を電極として用い、放電により工作物を成形する方式である(図1)。加工液は掛け流す場合と、加工部分を浸漬する場合がある。図のような円筒形状のピンの他、工作物の回転の有無や数値制御による移動などで種々の形状加工ができる。ワイヤはワイヤ軸方向に移動するので電極消耗の影響を受けない。また、ワイヤ放電加工と異なりワイヤの振動やたわみの影響も受けないので、高い加工精度を実現できる。一方、細いワイヤ電極を用いるためあまり大きなエネルギのパルスを加えることはできない。このためこの方式は主として微細加工に適用される。微細加工用の放電加工機において微細な電極の機上成形用としてこの機能が搭載されることが多い。
加工原理は放電加工そのものだが加工形態や加工できる形状が研削と似ていることからこの名称が与えられている。
もともと微細なピンの成形用として開発された手法であるが[1,2]、発展型として、回動する棒状のワイヤガイドを用いてエンドミル加工と類似の加工を行うものがあり、これはワイヤ放電ミーリングと呼ばれている[3,4]。
外部リンク
引用
- 増沢隆久, 藤野正俊, 小林一也,マイクロ放電加工の高精度化(第1報)走行ワイヤによる自動電極成形,昭和59年度精機学会秋季大会学術講演会論文集,pp. 359-360,1984.
- T. Masuzawa, M. Fujino and K. Kobayashi, Wire Electro-Discharge Grinding for Micro-Machining, Annals of the CIRP, Vol. 34/1, pp431-434, 1985.
- 後藤啓光,谷貴幸,毛利尚武,回動ワイヤガイドを用いたワイヤ放電ミーリング,2012年度精密工学会春季大会学術講演会講演論文集,pp115-116,2012.
- H. Gotoh, T. Tani, M. Okada, A. Goto, T. Masuzawa and N. Mohri, Wire Electrical Discharge Milling using a Wire Guide with Reciprocating Rotation, Proceedings of the Seventeenth CIRP Conference on Electro Physical and Chemical Machining (ISEM), pp200-203, 2013
執 筆 : 増沢 隆久