
レーザフォーミング ( laser forming ) とは、レーザ照射部に生じた熱応力が降伏応力を超える場合に生じる圧縮塑性ひずみによって板材に塑性変形を与える塑性加工法である。
詳細
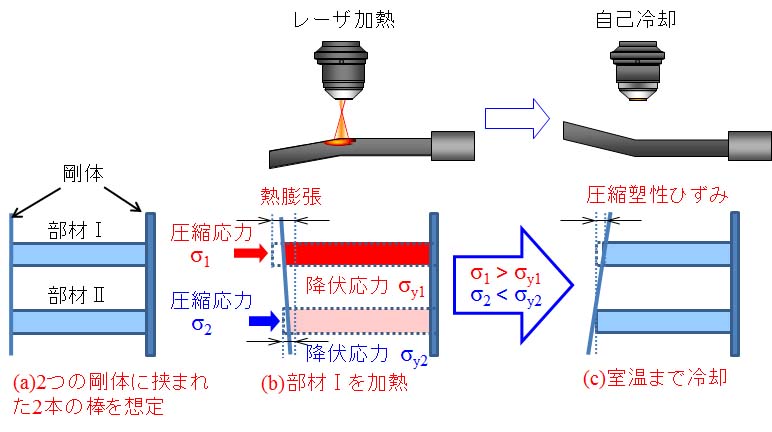
板材表面に高パワー密度のレーザを局所的に照射すると、加熱された照射面は急速に膨張しようとするものの低温の周辺部に拘束され大きな熱応力を受ける。この熱応力が板材の降伏応力を超えると圧縮塑性ひずみが生じる。板材を剛体に挟まれた二本の棒材と見なした変形メカニズムを図1に示す。部材Ⅰがレーザ照射面、部材Ⅱが裏面、また剛体は周辺部によって部材Ⅰと部材Ⅱが拘束されていることを表している。部材Ⅰを加熱すると、部材Ⅰは膨張するとともに降伏応力は低下し、また、剛体で拘束されているために圧縮応力σ1を受ける。部材Ⅱは部材Ⅰからの熱伝導により加熱され、部材Ⅰと同様に圧縮応力σ2を受けるが、部材Ⅰより低温であるため、σ1 > σ2 かつσy1 < σy2となる。このときσ1 > σy1 かつσ2 < σy2であれば部材Ⅰにのみ圧縮塑性ひずみが生じ、冷却後、板材は上方に曲がる。板厚に比べてビーム径が小さい場合や板材の熱伝導率が小さい場合は、レーザ照射面と裏面との温度勾配が大きくなり、照射面には裏面より大きな圧縮塑性ひずみが生じて、板材はレーザ照射面側に曲がるように変形する(温度勾配メカニズム[1])。板厚に比べてビーム径が大きい場合や、熱伝導率が大きい場合は照射面と裏面との温度勾配は小さくなり、裏面にも照射面と同程度の圧縮塑性ひずみが発生する。その際、板材が薄いと板材が座屈するために、曲げ方向を制御することは難しい(座屈メカニズム[1])。板材が厚い場合は圧縮されている平面内で縮むとともに板厚が増加する(据込メカニズム[1])。
引用
- M. Geiger and F. Vollertsen: ”The Mechanisms of Laser Forming”, Ann. CIRP, 42 (1993), pp.301-304.